
Kandungan
- Bahasa Kejuruteraan Mekanikal
- Terminologi Reka Bentuk dan Binaan Asas
- Mesin Setem
- Tekan Pukulan
- Saiz Die
- Pemutus
- Perincian Die
- Pengilangan dan Pemesinan
- Reka Bentuk Teras
- Lukisan Kosong
- Trim Mati
- Potong Baja
- Peralatan Pierce
- Die Cam
- Soalan & Jawapan
Jason Marovich diambil bekerja sebagai juru rancangan dan pengendali CAD dari tahun 1990 - 2005 dalam bidang kejuruteraan automotif.

Bahasa Kejuruteraan Mekanikal
Terdapat sejenis bahasa pseudo yang dikembangkan dalam industri stamping logam. Bagi orang awam, hal itu belum diberi tahu bagaimana bahagian-bahagian logam lembaran dibuat, mendengarkan seseorang membicarakannya boleh seperti mendengar seseorang berbicara bahasa asing.
Panduan ini ditulis untuk membantu mereka yang ingin mengetahui apa yang dibincangkan oleh jurutera dan pekerja kilang ketika mereka membincangkan stamping logam lembaran dan mesin yang melakukan proses mencantum, membentuk, memangkas, bebibir, menindik, dan mematikan logam lembaran.
Kejuruteraan Die adalah salah satu kraf yang memerlukan bertahun-tahun untuk memahami sepenuhnya. Sekurang-kurangnya pengetahuan kasar mengenai metalurgi, sistem tekanan, pemesinan keluli, dan pemutus besi adalah semua alat yang dimiliki oleh pereka dan pembangun.
Teknologi komputer telah memberi cara kepada orang awam untuk melihat model tiga dimensi stamping press dan mati. Program reka bentuk maya ini sangat penting untuk membolehkan orang lain mengikuti pelbagai fasa reka bentuk dan binaannya. Tetapi, jika anda tidak tahu komponen apa yang anda cari atau tujuannya, anda akan menghadapi masalah untuk mengikuti penjelasan mesin tersebut, kerana banyak nama dan perkataan yang digunakan dalam kejuruteraan mekanikal tidak diketahui oleh orang yang tidak mempunyai pendedahan yang berpanjangan kepada industri setem logam.
Untuk pengenalan yang lebih mendasar mengenai stamping logam lembaran dalam industri automotif, baca "Stamping Dies: Penjelasan Asas tentang Metal Stamping DiesPanduan itu direka untuk membantu orang memahami konsep paling asas bagaimana bahagian kenderaan yang terbuat dari logam lembaran bermula dari konsep ke pengeluaran dan bertindak sebagai petunjuk pendidikan untuk artikel ini.
Terminologi Reka Bentuk dan Binaan Asas
Istilah berikut mengikut urutan kegunaan; mereka diperintahkan untuk menolong seseorang yang tidak biasa dengan jenis mati mekanikal dan penggunaannya sebagai alat untuk membuat bahagian logam yang dicap.
Mesin Setem
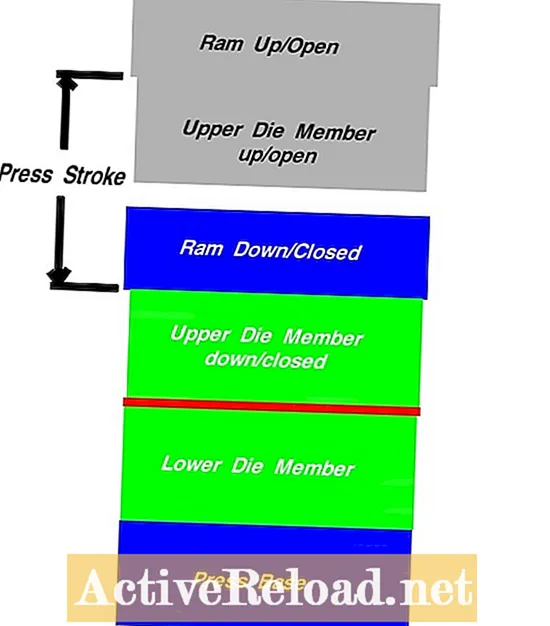
Ini adalah mesin yang dipasang pada set mati siap. Bahagian bawah akhbar, atau pangkalan, tidak bergerak. Ram atas bergerak naik dan turun, dan memberikan tekanan yang diperlukan untuk membentuk atau menahan tempat logam ke bahagian bawah die, yang dipasang ke pangkalan pegun. Anggota die atas dipasang ke ram, sehingga bergerak naik dan turun dengannya.
Tekan Pukulan
Panci tekan terus turun sehingga anggota die atas ditutup pada anggota die bawah. Ram kemudian kembali ke atas, membuka die dan membiarkan bahagian siap dikeluarkan. Selimut baru kemudian dimasukkan ke dalam cetakan. Setiap kitaran naik dan turun dicapai dengan spesifikasi yang sama bergantung pada jenis penekan. Jarak perjalanan ram ke atas atau ke bawah adalah tekan tekan.
Tekan yang lebih besar biasanya mempunyai jarak pukulan tekan yang lebih besar. Faktor penting lain strok tekan adalah strok seminit. Tekanan yang berbeza mempunyai variasi kelajuan yang berbeza, dan dua faktor, jarak tekan tekan dan tekan tekan seminit, dipertimbangkan dengan teliti sebelum jurutera mati memulakan kerja pada die yang akan dipasang ke kereta tekan dan ram.
Saiz Die
Dimensi ini biasanya merujuk pada plat atas dan bawah - selebihnya komponen die dipasang. Ini adalah set die yang diperbuat daripada kasut besi atau besi tuang. Besi lebih murah daripada besi jadi, jika diperlukan die yang besar, kemungkinan besar ia akan terbuat dari besi. Set die yang lebih kecil diperbuat daripada keluli dan sering dijual sebagai set die lengkap dengan pin panduan dan slot pemasangan atau lubang yang disediakan. Dimensi die merangkumi keseluruhan (o.a.) ukuran mati dan ukuran set mati. Sekiranya kasut besi bahagian atas tebal 50 mm dan panjang 1200 mm dan panjang 800 mm, dimensi akan kelihatan seperti ini: 50 x 1200 x 800. Corong cor boleh dengan mudah direka dengan ukuran apa pun sedangkan set die keluli dijual dalam pelbagai saiz, memilih betul seseorang kadangkala dapat membuktikan cabaran.
Pemutus
Apabila keputusan telah dibuat untuk merancang die dari besi, bahagian-bahagian die disebut coran. Ini tidak termasuk barang-barang standard seperti pukulan mati atau blok keselamatan, yang biasanya dibuat dari keluli. Besi tuang adalah logam yang belum selesai yang dapat dimesin di berbagai lokasi di mana permukaan yang bersih diperlukan (iaitu permukaan pemasangan).
Merancang corak memerlukan jurutera untuk mengambil kira berat, kekuatan dinding, ukuran teras, dan kos. Setelah reka bentuk pemutus diluluskan, ia akan ditarik, atau dipisahkan, dari reka bentuk keseluruhan dan diberikan fail komputernya sendiri. Fail ini dihantar ke pengecoran di mana besi dituangkan dengan spesifikasi yang tepat yang diberikan kepada mereka oleh sumber reka bentuk. Apabila seterika menyejuk, bahagian kasar reka bentuk tiga dimensi siap untuk kerja selanjutnya oleh juruteknik.
Perincian Die
Ini biasanya coran yang ditarik dari keseluruhan reka bentuk, seperti yang dijelaskan di atas. Tetapi, ia boleh merangkumi komponen keluli. Setiap kali lukisan atau model 3D akan membantu pembangun melihat, atau memahami, reka bentuk, syarikat bangunan mungkin meminta lapisan atau fail yang berasingan yang akan membolehkan mereka melihat komponen mati utama secara berasingan. Pad die atas, misalnya, akan dilemparkan dan dimesin dari bahan (fail, cetak biru) yang menunjukkannya tidak hanya seperti yang dipasang di die, tetapi juga secara terpisah.
Pengilangan dan Pemesinan
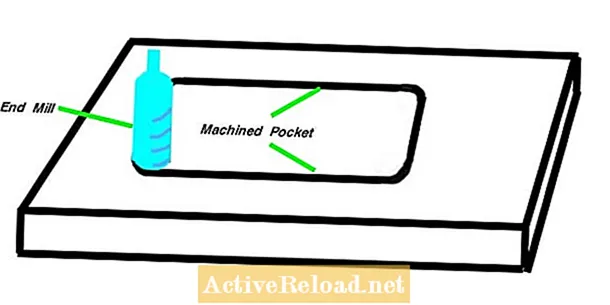
Tindakan menyelesaikan permukaan disebut pemesinan. Ia sering dilakukan dengan pemotong logam berputar, yang disebut kilang. Kilang boleh digunakan untuk memotong poket menjadi besi atau keluli, membuat permukaan siap dengan spesifikasi yang ketat, dan mengikuti jalan yang diprogramkan ke dalam komputernya yang memungkinkan mereka mengolah permukaan besar selama berjam-jam tanpa berhenti.
Pada gambar di atas perhatikan sudut bulat poket yang sedang dimesin. Kecuali ada jalan keluar - jalan agar jalan pemotong tidak terhalang kerana dikeluarkan atau bergerak ke operasi berikutnya - sudut akan dibulatkan ke jari-jari yang sama dengan pemotong. Alat ini tidak dapat membuat sudut persegi, tetapi ada alat pembakar dawai dan pilihan lain untuk melakukannya.
Reka Bentuk Teras
Ini merujuk kepada praktik reka bentuk yang digunakan oleh jurutera untuk meringankan logam. Maksudnya, sebatang besi yang padat dapat dilekatkan (dilonggarkan dengan mengeluarkan sebagian besi), asalkan tidak menjejaskan kekuatan besi di dalam cetakan. Dua faedah merancang mati dengan rancangan teras pintar (berkali-kali dengan standard coring yang disediakan oleh entiti yang meminta bahagiannya) adalah kecekapan kos besi dan kepekaan berat badan.
Lukisan Kosong
Ini adalah operasi yang dilakukan oleh draw die. Mati ini biasanya mati pertama atau kedua dalam mana-mana barisan mati. Lapisan logam lembaran yang tidak diformat dimasukkan ke dalam cetakan dan dibentuk mengikut spesifikasi yang disediakan dalam fail data bahagian. Draw die menggunakan tekanan untuk membentuk logam. Pad bawah terapung, yang dikuasakan oleh sistem tekanan di bawahnya, adalah bahagian yang tidak terpisahkan dari sebarang cabutan.Pad ini boleh digunakan untuk membentuk logam melawan pukulan atas atau boleh digunakan sebagai 'cincin' untuk mencengkam logam ketika pukulan turun dan membentuknya.
Trim Mati
Jenis die ini direka dengan fokus untuk memotong logam yang tidak diingini dari bahagian. Trim die dapat dilaksanakan untuk memotong lubang besar, seperti bukaan tingkap. Pemangkasan ke garisan trim selesai kadang-kadang dilakukan dengan lebih dari satu trim trim dalam barisan. Pereka akan melakukan yang terbaik untuk menyelesaikan semua operasi pemangkasan utama dalam satu mati, tetapi kadang-kadang tidak mungkin.
Terdapat tiga jenis trim asas:
- Pemangkasan Kasar: Memotong bahan untuk mendapatkan kecekapan atau akses dalam operasi seterusnya, trim terakhir.
- Pemangkasan Akhir: Ini adalah operasi di mana bahagian itu dipangkas ke bentuk akhir.
- Pemangkasan Dalaman: Biasanya lebih terlibat dan memerlukan pelan susun atur keluli trim, ini adalah tindakan memotong bukaan yang terletak di dalam garis trim akhir.
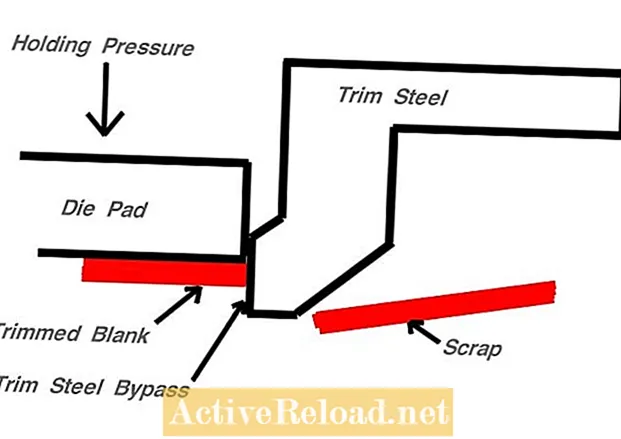
Potong Baja
Komponen keluli yang dapat dikendalikan ini mempunyai permukaan pelekap dan bilah trim. Bilah yang dipasang pada die atas atau cam berfungsi seperti bahagian atas sepasang gunting. Apabila mereka dijatuhkan ke atas logam, mereka bertemu dengan besi bawah yang bertindak sebagai rahang bawah sepasang gunting. Keluli dimasukkan sedikit ke dalam logam, cukup untuk memotong ketebalan logamnya. Logam kepingan yang jatuh dari garis pemangkas setelah pemangkasan disebut sekerap.
Peralatan Pierce
Apabila bukaan yang lebih kecil, seperti lubang bulat atau persegi, diperlukan dalam panel, pukulan die digunakan (dipasang di penahan mati, yang pada gilirannya, dipasang ke permukaan penutup mati). Pukulan besi yang dikeraskan ini dapat diasah sehingga satu pukulan dapat bertahan sepanjang keseluruhan prosedur stamping, kadang-kadang puluhan ribu pukulan. Peralatan Pierce biasanya merujuk pada pukulan lelaki, butang mati wanita, dan penahan pemasangan.
Die Cam
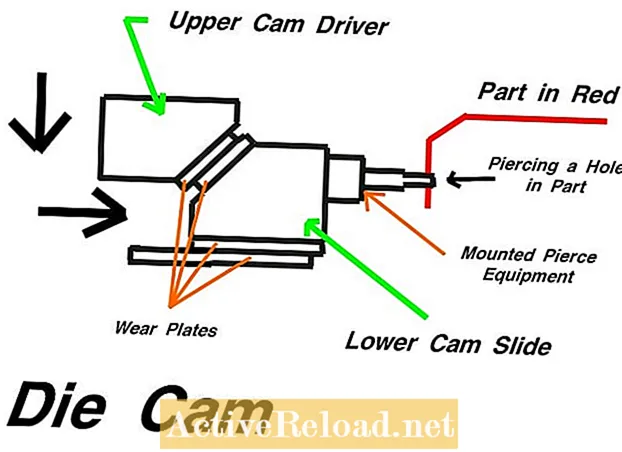
Ini adalah alat mekanikal (lihat rajah di bawah) yang membolehkan operasi mati dilakukan dengan cara selain daripada lurus ke atas dan ke bawah. Permukaan sudut boleh dimesin ke permukaan die untuk menampung slaid cam, separuh cam yang sebenarnya boleh bergerak dengan cara yang lebih mendatar. Permukaan sudut pemandu cam ditutup pada permukaan sudut slaid cam, menyebabkan separuh bawah meluncur ke arah tertentu. Pukulan, misalnya, yang dipasang ke muka slaid cam dapat ditekan ke depan oleh pemandu cam sehingga menebuk lubang secara mendatar ke dalam lembaran logam.
Jelas, kerana mereka yang berminat dalam reka bentuk die belajar proses mati yang lebih maju, mereka akan terdedah kepada lebih banyak lagi istilah baru. Kerana pembuatan bahagian memerlukan begitu banyak orang dalam kraf yang berbeza untuk terlibat, ada peluang bagi mereka yang lebih bercita-cita tinggi untuk belajar bukan sahaja perbendaharaan kata di bidang mereka sendiri, tetapi dalam setiap proses pelengkap juga.
Seorang jurutera pembuatan yang lengkap akan memahami perjalanan yang dilalui oleh lembaran logam untuk mencapai produk siap. Jentera yang dibina untuk menghasilkan bahagian-bahagian ini melalui proses yang sama pentingnya dengan jurutera yang ingin bercakap mengenai pembuatan bahagian di semua peringkat.
Artikel ini tepat dan benar sepanjang pengetahuan penulis. Kandungan hanya untuk tujuan maklumat atau hiburan dan tidak menggantikan nasihat peribadi atau nasihat profesional dalam urusan perniagaan, kewangan, undang-undang, atau teknikal.
Soalan & Jawapan
Soalan: Apa itu penjaga "Jalicoal"? Saya tidak tahu bagaimana mengejanya. Jollicko?
Jawapan: Nama syarikat itu adalah Jolico. Anda boleh mencari dan memesan blok penjaga mereka di buku standard mereka.

